Metallkleber/Metallpaste

LOCTITE-Metallkleber bieten Wartungslösungen für Probleme, die durch Kollisionen und mechanische Schäden verursacht werden, z. B. Risse in Gehäusen, verschlissene Keilnuten in Wellen und Krägen, verschlissene Zylinderschäfte usw.
Vorteile dieser Technologie
Abgenutzte Metallteile reparieren und umbauen Erhitzen oder Schweißen von Teilen ist nicht erforderlich Kann nach dem Aushärten gebohrt, mit Gewinde versehen oder bearbeitet werden
Welche Art von Reparatur?
| Lösung | Notfallreparatur | Reparatur von Achsen | Universeller Umbau von Metallteilen | |
|---|---|---|---|---|
 |
Loctite® 3463Metal Magic Steel™ Stick |
Loctite® 3478Hohe Druckfestigkeit |
Loctite® 3471 StickSchichtaufbau mit Stahl |
Loctite® 3475Schichtaufbau mit Aluminium |
 |
 |
 |
 |
|
| Fixierzeit bei 20 ° C (min.) | 10 | 360 | 180 | 180 |
| Druckfestigkeit in N / mm² | 83 | 125 | 70 | 70 |
| Temperaturbereich | -30 bis +120 °C | -30 bis +120 °C | -20 bis +120 °C | -20 bis +120 °C |
| Kommentar |
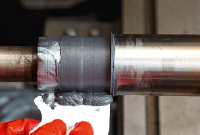
Stahlgefüllter, elastischer Stick Ideal für Notreparaturen an undichten Tanks und Rohren |
Wiederaufbau verschlissener Stahlwellen und Lager Hohe Druckfestigkeit |
Repariert verschlissene Stahlteile Paste, die nicht einsinkt |
Repariert abgenutzte Aluminiumteile Paste, die nicht einsinkt |
| Produktlink | Jetzt kaufen | Jetzt kaufen | Jetzt kaufen | Jetzt kaufen |
Anwendungshinweise
Anwendungshinweise für LOCTITE 3463
Vorbehandlung

Reinigen und schleifen Sie die Oberflächen gründlich. Zum Schluss wieder mit LOCTITE SF 7063/7064 reinigen.
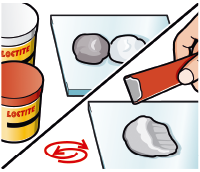
Schneiden Sie die erforderliche Produktmenge ab und entfernen Sie die Kunststofffolie..
Rollen und kneten, bis das Material weich und von einheitlicher Farbe ist.
Auftragen
Fest auf die zu verklebende Stelle drücken und in die gewünschte Form kneten. Mit einem feuchten Tuch abreiben, um ein glattes Finish zu erhalten.
Anwendungshinweise für LOCTITE 3478
Vorbehandlung
Reinigung

Bearbeiten Sie den beschädigten Bereich der Welle und entfernen Sie mindestens 3 mm Dicke im Vergleich zum Nenndurchmesser. Verwenden Sie LOCTITE SF 7063/7064, um die Oberfläche vor dem Auftragen des Klebstoffs zu entfetten und zu reinigen.
Mischen
Harz und Härtungsmittel getrennt umrühren.A- und B-Komponenten entsprechend dem angegebenen Mischungsverhältnis mischen. 2 Minuten gut zusammenmengen bis eine glatte Mixtur entsteht.
Auftragen
Drehen Sie die Welle und tragen Sie zuerst eine dünne Schicht LOCTITE EA 3478 auf. Tragen Sie dann mehr Produkt (als der Nenndurchmesser der Welle) mit einem leichten Überschuss. Nach dem Aushärten den zu reparierenden Bereich bearbeiten und auf den Nenndurchmesser reduzieren.
Anwendungshinweise für LOCTITE 3471 und 3475
Vorbehandlung
Reinigung
Verwenden Sie LOCTITE SF 7063/7064, um die Oberfläche vor dem Auftragen des Klebstoffs zu entfetten und zu reinigen.
Mischen
Harz und Härtungsmittel getrennt umrühren. A- und B-Komponenten entsprechend dem angegebenen Mischungsverhältnis vermengen (1:1). 2 Minuten gut zusammenmengen bis eine glatte Mixtur entsteht.
Auftragen
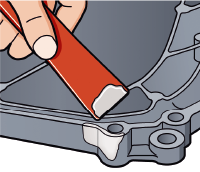
Tragen Sie das Produkt mit dem mitgelieferten Spatel auf die zu behandelnde Oberfläche auf.
Aushärten lassen.
Die vollständige Aushärtung wird bei Raumtemperatur nach 72 Stunden erreicht.
Durch Erwärmen der Oberfläche auf 40 ° C kann dies auf 24 Stunden verkürzt werden.
Aufgrund der Wärmeentwicklung während des Aushärtungsprozesses neigen größere Mengen zur schnelleren Aushärtung.
Haben Sie Fragen zu unseren Produkten?
Für persönliche Beratung und Informationen zu Produkten wenden Sie sich an ein ERIKS-Servicecenter in Ihrer Nähe oder wenden Sie sich an unsere Produktspezialisten.
Servicecenter finden | Unseren Kundenservice anrufen | E-Mail schicken


