Zylindrische Befestigung mit Loctite

LOCTITE-Produktefür zylindrische Befestigungen: Lager, Buchsen und zylindrische Komponenten sind an Gehäusen oder Wellen befestigt, um sie zylindrisch zu montieren. Sie erhöhen die maximale Lastübertragung, sorgen für eine gleichmäßige Spannungsverteilung und beseitigen Reibungskorrosion. Sie werden als Flüssigkeit aufgetragen und sorgen für einen 100%igen Kontakt zwischen zusammenpassenden Metalloberflächen. Aufwendigere Konstruktionen, zeitaufwändige Bearbeitung und sogar mechanische Verfahren entfallen.
Vorteile dieser Technologie
Füllt alle Unregelmäßigkeiten auf, um ein Lösen und (Reibungs-) Korrosion zu verhindern Geeignet für hohe Belastungen auch bei bestehender Konstruktion 100% Kontakt - gleichmäßige Spannungsverteilung über die Verbindung
Wie groß ist das Spaltfüllvermögen?
| Lösung | < 0,1 mm | 0,1 bis 0,25 mm | 0,25 bis 0,5 mm |
|---|---|---|---|
 |
Loctite® 603Sehr gut für Lager geeignet |
Loctite® 638Universeller Einsatz |
Loctite® 660Hohes Spatfüllvermögen |
 |
 |
 |
|
| Handfest nach (min.) | 8 | 4 | 15 |
| Temperaturbereich | -55 bis +150 °C | -55 bis +150 °C | -55 bis +150 °C |
| Zulassungen | P1 NSF, WRAS | P1 NSF, WRAS | P1 NSF |
| Kommentar | Für den Einsatz an zylindrischen Teilen mit kleinen Abständen Verträgt sehr gut leichte Ölverschmutzungen |
Standardanwendungen Schnelle Aushärtung Verwenden Sie LOCTITE 6300, um die gleiche Leistung und ein verbesserte "Health & Safety" zu erzielen |
Ermöglicht die Wiederverwendung verschlissener Lagersitze, Schlüssel, Schlüsselzähne oder Kegel ohne weitere Bearbeitung In Kombination mit Aktivator LOCTITE 7649 zu verwenden |
| Produktlinks | Jetzt kaufen | Jetzt kaufen | Jetzt kaufen |
Anwendungshinweise
Vorbereiten
Reinigen

Verwenden Sie LOCTITE SF 7200 zum einfachen Entfernen von Rückständen oder Klebstoffrückständen.
Verwenden Sie LOCTITE SF 7063/7064, um die Oberfläche vor dem Auftragen des Klebstoffs zu entfetten und zu reinigen.
Bei Abständen von mehr als 0,5 mm oder verschlissenen Wellen, Lagersitzen oder Passfedernuten können LOCTITE-Metallpasten verwendet werden(siehe Kapitel Metallpasten).
Aktivieren

Wenn die Aushärtung aufgrund von passiven Metallen (Edelstahl, Al) oder aufgrund niedriger Temperaturen (unter 5 ° C) zu langsam ist, verwenden Sie den Aktivator LOCTITE 7240 oder LOCTITE 7649 (siehe Tabelle der Aushärtungsgeschwindigkeit im technischen Informationsblatt).
Auftragen
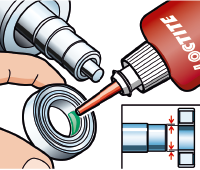
Für Schiebeanpassungen: LOCTITE 603, 638, 660
Tragen Sie das Produkt am Außenumfang der männlichen Komponente und an der Innenseite der weiblichen Komponente auf. Führen Sie während der Montage eine Drehbewegung aus, um eine gute Verteilung des Produkts zu gewährleisten.
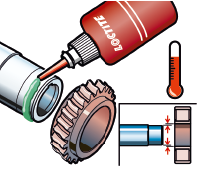
Zum Einpressen: LOCTITE 603
Tragen Sie ausreichend Klebstoff auf beide Oberflächen auf und montieren Sie ihn mit einer hohen Anpresskraft. Oberflächen sind vorzugsweise nicht poliert. Oberflächenrauheit mindestens Ra = 1,6μ.
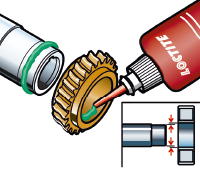
Für Schrumpfpassungen
Kleber auf die Welle auftragen, das Gegenstück erwärmen, damit genügend Platz für eine freie Montage vorhanden ist (max. 230 ° C). Bei Fragen zur Produktauswahl wenden Sie sich bitte an unsere Produktspezialisten.
Empfohlene Dosiergeräte: IDH 608966 oder IDH 88631 (siehe Kapitel Ausrüstung).
Demontieren
Falls erforderlich, lokal auf ungefähr 250° C erhitzen und bei heißer Temperatur lösen.
Haben Sie Fragen zu unseren Produkten?
Für persönliche Beratung und Informationen zu Produkten wenden Sie sich an ein ERIKS-Servicecenter in Ihrer Nähe oder wenden Sie sich an unsere Produktspezialisten.
Servicecenter finden | Unseren Kundenservice anrufen | E-Mail schicken


